

硅钼棒与硅碳棒安装
网址:http://www.dil0.com 添加时间:2021-05-21
使用硅钼棒的气氛炉温度范围不同气氛对硅钼棒的影响
使用硅钼棒的气氛炉温度范围
不同气氛对硅钼棒的影响
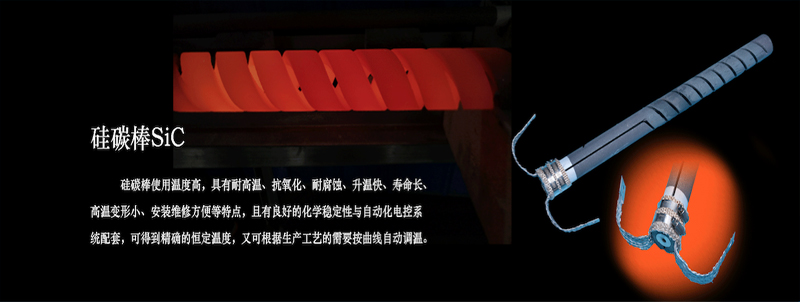
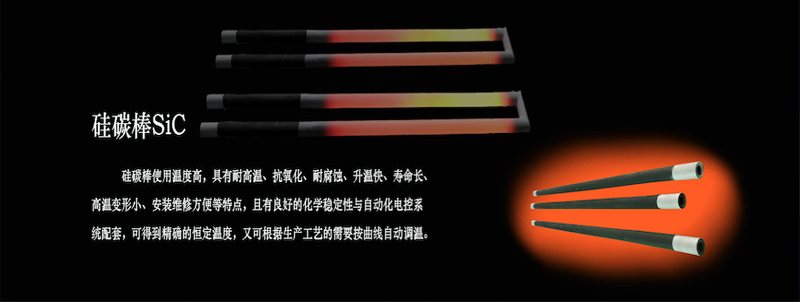
我公司考虑在中使用硅碳棒的注意事项也变得越来越重要。而且,在烧成中与处理物挥发出来的各种化学物质之间的反应也同样需要注意。所以,针对特殊气氛和腐蚀性物质,我公司开发了各种防止硅碳棒快速老化的涂层。选用适当的涂层可以延长硅碳棒的寿命。无论在哪种气氛中都让表面负荷尽量小。
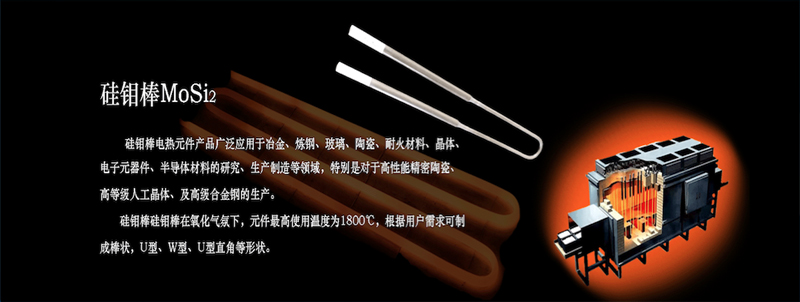
硅钼棒的介绍
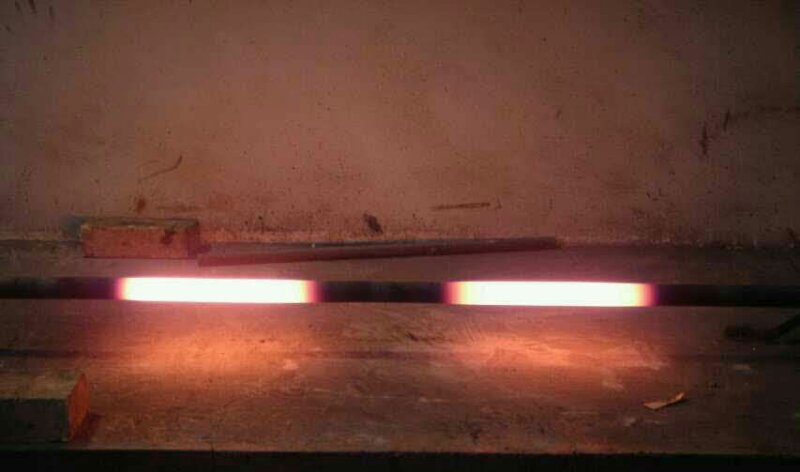
a、 硅钼棒是用粉末冶金法经挤压,烧结而成,如果硅和钼混合得均匀、它们的粒度正态分布,那么他们发热时,各处的温度差教小,有利于形成均衡的温场。硅钼棒有冷端和热端,通过大电流焊接起来。
b 、MoSi2 熔点为2030℃,硅钼棒电热体zui高工作温度为1700℃和1800℃两种类型。
C 、硅钼棒在加热时,在MoSi2电热体表面上生成一层致密的SiO2玻璃膜,它具有很强的抗氧化能力,一旦操作过程中保护层损坏,它会自动的再生成保护膜重新密封,防止进一步氧化。
d 、还原性气体会破坏硅钼的保护层,尽管如此,硅钼棒电热体在还原性气氛下在不超过1350℃下仍能使用。氯和硫的蒸汽对硅钼棒腐蚀严重。
e、高温抗氧化性,高温氧化气氛下组件的表面生成一层致密的石英保护层以防止二硅化钼继续氧化。当组件温度大于1700℃,熔点为1710℃的石英保护层熔融,由于表面张力作用,石英熔聚成滴,而失去保护作用。组件在氧化气氛下,再继续使用时,石英保护层重新生成。
硅钼棒的保养和使用注意事项
(1)、硅钼棒硬而脆,故在装卸时应特别小心。
(2)、硅钼棒应存放在干燥的地方,以防镀铝端头受潮变质。
(3)、硅钼棒接线应与棒冷端的白色铝头紧密接触。
(4)、硅钼棒由于在400--700℃时,容易与空气的中的氧气和水蒸气发生反应,硅钼棒就会粉化,所以硅钼棒炉子不宜在此温度下恒温。
(5)、硅钼棒的电器性质是电阻随温度的升高而升高,所以硅钼棒在低温下电阻非常小,此时通过的电流就非常大,因此硅钼棒炉在250℃以下需要进行限流。
(6)、硅钼棒的电阻值不会随着加热元件的使用时间增加而增加,因此新旧硅钼棒可以混合使用。
(7)、硅钼棒接线应与棒冷端的白色铝头紧密接触,以免发生打火现象
 物理性质
物理性质
体积密度
抗折强度
维氏硬度
气孔率
吸水率
热伸长率
5.5-5.6g/cm3
15-25kg/cm2
(HV)570kg/mm2
7.4%
1.2%
4%
化学性质,通不同气氛对组件温度(硅钼棒)的影响
气氛
zui大组件温度
1700型
1800型
空气
1700
1800
氮气
1600
1700
氩气
1600
1700
氢气
1100-1450
1100-1450
N2/H2 95/5%
1250-1600
1250-1600
应用领域
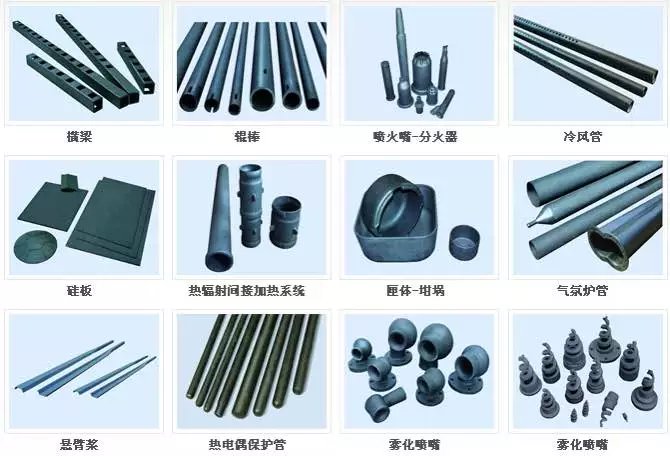
主要用天工业热处理炉、烧结炉、铸造炉、玻璃熔化炉、冶炼炉等
主要用于实验炉、测试设备和高温烧结炉等
应用领域 主要用天工业热处理炉、烧结炉、铸造炉、玻璃熔化炉、冶炼炉等 主要用于实验炉、测试设备和高温烧结炉等
二硅化钼的电气性质
二硅化钼电热组件的电阻率随着温度的升高而迅速增加。在正常操作情况下,组件电阻一般不随使用时间的长短而变化。因此,新旧组件可以混合使用。
表面负荷
要据炉子的结构、气氛和温度正确地选择组件的表面负荷是达到组件寿命的关键。右图标出了组件辐射在不受阻碍情况下的炉温、组件温度与表面负荷间的关系。阴影部分为常用的表面负荷-温度范围。
推荐的表面负荷
℃
炉温
1400
1500
1600
1650
1700
发热部表面负荷(W/cm2)
<18
<15
<12
<10
<8
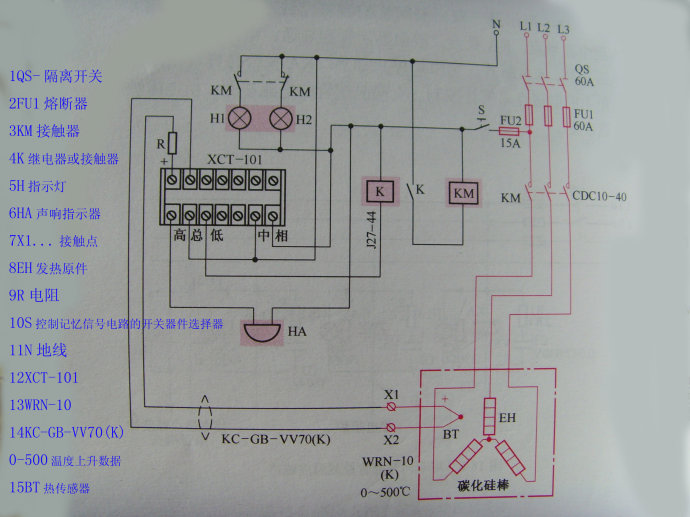
二硅化钼电热组件的安装
二硅化钼常温下脆性很大,高温时又有可塑性。所以U型组件的安装方法是垂直悬挂。通过支撑夹头将组件垂直悬挂于炉顶上。这样安装的目的就是避免将机械应力加到组件发热端上,否则容易引起组件断裂。
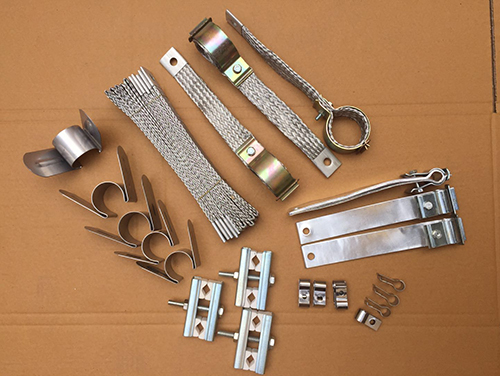
支撑夹头
支撑夹头分别用于直径9/18mm和6/12mm两种组件。整个组件的重量都是由支撑夹头承担,组件的位置也由它决定。因此,必须仔细安装,保证组件垂直悬挂。为避免局部过热,组件下端圆锥部分一定要伸到炉膛内。
导线夹头
接触硅化钼组件的导线采用铝编织线或多层铝箔。外面的钢板只起夹紧作用,不用来导电。直径6/12组件用单排,而直径9/18组件采用双排。导线的末端与母线联结。为了避免应力传到组件上。导线应略大于组件和母线间的直线距离。安装组件时夹头上的螺丝不要一次拧的太紧,待组件升到高温时再次拧紧,因为这时组件有一定塑性不易折断。夹头部分温度一般不要高于200℃,因此,夹头导线与组件接触电压应降低0.1V。为避免辐射热传到夹头,夹头下端和穿砖上面的距离不应小于50mm。为了避免损坏,一般直径6/12组件不能长期使用170A,直径9/18组件不能长期使用300A。
气氛炉的干燥
新砌筑或长期不用的炉子在使用前需要干燥。一般干燥温度为100-200℃,而组件长期在低温下使用将会引起低温氧化。小型炉子干燥时间短,几个小时对组件影响不大。大型炉子干燥时间长,需要注意。为了通风,将炉门打开,随着温度升高可以半开,到1000℃以上完全关闭炉门。
炉子的启动
如果炉子干燥好了或不需要干燥可以启动升温,为了避免过大电流冲击而使电器设备过荷,应采用下列步骤起动:
小型炉子
(功率<100KW)
大型炉子
(功率100-500KW)
炉温
电压
炉温
电压
20-150
1/3工作电压
20-300
1/3工作电压
150-500
2/3工作电压
300-700
2/3工作电压
500-工作温度
全工作电压
700-工作温度
全工作电压
硅钼棒配件的更换
在操作过程中发现组件损坏应首先确定位置,同时准备好组合组件。然后将损坏的组件夹头导线与母线连结的螺丝松开,清理开陶瓷棉,连用穿砖一起拔出来,再将新组合组件从炉顶插入,连结好导线,堵好陶瓷棉可升温。
使用硅钼棒的气氛炉温度范围
不同气氛对硅钼棒的影响
我公司考虑在中使用硅碳棒的注意事项也变得越来越重要。而且,在烧成中与处理物挥发出来的各种化学物质之间的反应也同样需要注意。所以,针对特殊气氛和腐蚀性物质,我公司开发了各种防止硅碳棒快速老化的涂层。选用适当的涂层可以延长硅碳棒的寿命。无论在哪种气氛中都让表面负荷尽量小。
硅钼棒的介绍
a、 硅钼棒是用粉末冶金法经挤压,烧结而成,如果硅和钼混合得均匀、它们的粒度正态分布,那么他们发热时,各处的温度差教小,有利于形成均衡的温场。硅钼棒有冷端和热端,通过大电流焊接起来。
b 、MoSi2 熔点为2030℃,硅钼棒电热体zui高工作温度为1700℃和1800℃两种类型。
C 、硅钼棒在加热时,在MoSi2电热体表面上生成一层致密的SiO2玻璃膜,它具有很强的抗氧化能力,一旦操作过程中保护层损坏,它会自动的再生成保护膜重新密封,防止进一步氧化。
d 、还原性气体会破坏硅钼的保护层,尽管如此,硅钼棒电热体在还原性气氛下在不超过1350℃下仍能使用。氯和硫的蒸汽对硅钼棒腐蚀严重。
e、高温抗氧化性,高温氧化气氛下组件的表面生成一层致密的石英保护层以防止二硅化钼继续氧化。当组件温度大于1700℃,熔点为1710℃的石英保护层熔融,由于表面张力作用,石英熔聚成滴,而失去保护作用。组件在氧化气氛下,再继续使用时,石英保护层重新生成。
硅钼棒的保养和使用注意事项
(1)、硅钼棒硬而脆,故在装卸时应特别小心。
(2)、硅钼棒应存放在干燥的地方,以防镀铝端头受潮变质。
(3)、硅钼棒接线应与棒冷端的白色铝头紧密接触。
(4)、硅钼棒由于在400--700℃时,容易与空气的中的氧气和水蒸气发生反应,硅钼棒就会粉化,所以硅钼棒炉子不宜在此温度下恒温。
(5)、硅钼棒的电器性质是电阻随温度的升高而升高,所以硅钼棒在低温下电阻非常小,此时通过的电流就非常大,因此硅钼棒炉在250℃以下需要进行限流。
(6)、硅钼棒的电阻值不会随着加热元件的使用时间增加而增加,因此新旧硅钼棒可以混合使用。
(7)、硅钼棒接线应与棒冷端的白色铝头紧密接触,以免发生打火现象
物理性质体积密度
抗折强度
维氏硬度
气孔率
吸水率
热伸长率
5.5-5.6g/cm3
15-25kg/cm2
(HV)570kg/mm2
7.4%
1.2%
4%
化学性质,通不同气氛对组件温度(硅钼棒)的影响
气氛
zui大组件温度
1700型
1800型
空气
1700
1800
氮气
1600
1700
氩气
1600
1700
氢气
1100-1450
1100-1450
N2/H2 95/5%
1250-1600
1250-1600
应用领域
主要用天工业热处理炉、烧结炉、铸造炉、玻璃熔化炉、冶炼炉等
主要用于实验炉、测试设备和高温烧结炉等
应用领域 主要用天工业热处理炉、烧结炉、铸造炉、玻璃熔化炉、冶炼炉等 主要用于实验炉、测试设备和高温烧结炉等
二硅化钼的电气性质
二硅化钼电热组件的电阻率随着温度的升高而迅速增加。在正常操作情况下,组件电阻一般不随使用时间的长短而变化。因此,新旧组件可以混合使用。
表面负荷
要据炉子的结构、气氛和温度正确地选择组件的表面负荷是达到组件寿命的关键。右图标出了组件辐射在不受阻碍情况下的炉温、组件温度与表面负荷间的关系。阴影部分为常用的表面负荷-温度范围。
推荐的表面负荷
℃
炉温
1400
1500
1600
1650
1700
发热部表面负荷(W/cm2)
<18
<15
<12
<10
<8
二硅化钼电热组件的安装
二硅化钼常温下脆性很大,高温时又有可塑性。所以U型组件的安装方法是垂直悬挂。通过支撑夹头将组件垂直悬挂于炉顶上。这样安装的目的就是避免将机械应力加到组件发热端上,否则容易引起组件断裂。
支撑夹头
支撑夹头分别用于直径9/18mm和6/12mm两种组件。整个组件的重量都是由支撑夹头承担,组件的位置也由它决定。因此,必须仔细安装,保证组件垂直悬挂。为避免局部过热,组件下端圆锥部分一定要伸到炉膛内。
导线夹头
接触硅化钼组件的导线采用铝编织线或多层铝箔。外面的钢板只起夹紧作用,不用来导电。直径6/12组件用单排,而直径9/18组件采用双排。导线的末端与母线联结。为了避免应力传到组件上。导线应略大于组件和母线间的直线距离。安装组件时夹头上的螺丝不要一次拧的太紧,待组件升到高温时再次拧紧,因为这时组件有一定塑性不易折断。夹头部分温度一般不要高于200℃,因此,夹头导线与组件接触电压应降低0.1V。为避免辐射热传到夹头,夹头下端和穿砖上面的距离不应小于50mm。为了避免损坏,一般直径6/12组件不能长期使用170A,直径9/18组件不能长期使用300A。
气氛炉的干燥
新砌筑或长期不用的炉子在使用前需要干燥。一般干燥温度为100-200℃,而组件长期在低温下使用将会引起低温氧化。小型炉子干燥时间短,几个小时对组件影响不大。大型炉子干燥时间长,需要注意。为了通风,将炉门打开,随着温度升高可以半开,到1000℃以上完全关闭炉门。
炉子的启动
如果炉子干燥好了或不需要干燥可以启动升温,为了避免过大电流冲击而使电器设备过荷,应采用下列步骤起动:
小型炉子
(功率<100KW)
大型炉子
(功率100-500KW)
炉温
电压
炉温
电压
20-150
1/3工作电压
20-300
1/3工作电压
150-500
2/3工作电压
300-700
2/3工作电压
500-工作温度
全工作电压
700-工作温度
全工作电压
硅钼棒配件的更换
在操作过程中发现组件损坏应首先确定位置,同时准备好组合组件。然后将损坏的组件夹头导线与母线连结的螺丝松开,清理开陶瓷棉,连用穿砖一起拔出来,再将新组合组件从炉顶插入,连结好导线,堵好陶瓷棉可升温。
上一篇:电热丝和硅碳棒及硅钼棒的区别
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |

